Back to overview │ GMO deburring tool │ GMO deburring cutter │ GMO Lollipop │ GMO HSF-Tool
Compact, reliable, user-friendly ...
... the GMO deburrer
The GMO deburrer allows reliable and integrated deburring of even the smallest bores Ø0.8mm in seconds, directly on the processing machine.
Your advantages at a glance:
- Deburring process in seconds
- Deburring of the smallest bores from Ø0.8 mm
- Deburring flat and curved hole edges
- Durable carbide cutting tools
- Infinitely adjustable deburring diameter
- Easy to use
- Avoidance of subsequent processing
The GMO deburrer is designed for bores from Ø 0.80 mm to Ø 15.0 mm.
In order to obtain the ideal conditions for the different diameters to be deburred, various easily interchangeable inserts are available. These can each be continuously adjusted to the exact diameter required.
The deburring thickness is adjustable by using 4 different interchangeable compression springs. In addition, the spring force can be fine-tuned using an adjusting screw. Cutting edges are available in all variations for the different requirements.
You can choose cutting edges for internal deburring or internal and external deburring.
Special designs for strongly curved hole edges are also available.
A large number of the cutting edges are standard tools that you can order directly. We also offer special cutting edges according to customer requirements.
Our wide range of standard cutting edges is rounded off by our high flexibility in the manufacture of special solutions.
Tool construction

① Solid carbide cutting edge
② Compression spring
③ Adjusting screw for adjusting the spring force
④ Adjusting screw for setting the swivel dimension depending on the bore diameter
Functionality
Two different deburring methods are possible with the GMO deburrer.
Deburring with the use of a compression spring
Advantage:
- Very fast deburring process
- The cutting edge adapts to the edge of the hole
Retract
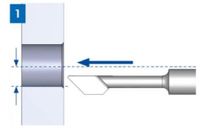
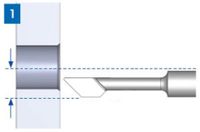
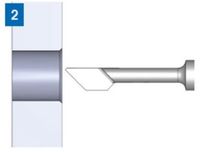
Position the tool spindle in the center of the hole. Adjust the cutting edge so that the edge of the hole lies in the middle of the cutting edge.
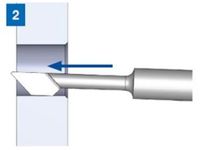
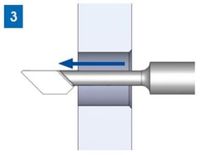
Drive through the hole
Drive through the hole with the rotating tool and high feed rate. The front edge of the cutting edge is rounded to prevent damage to the hole.
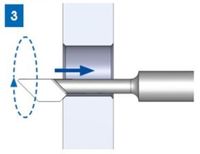
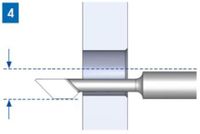
Deburring the bore
The spring pressure causes the tool to pivot outwards until the tool neck rests against the edge of the hole. Now retract the cutting edge at a slow feed rate (F = 80). After reaching the desired bevel size, move the tool out of the hole at a high feed rate.
Deburring with a fixed setting (without pressure spring)
Advantage:
- For holes with a larger burr
- Defined bevel can be produced
To adjust
Position the tool spindle in the center of the hole. Adjust the cutting edge so that the edge of the hole lies in the middle of the cutting edge.
Offset
Orient the tool spindle and offset it from the center of the hole so that the cutting edge can freely enter the hole.
Drive through the hole
Drive through the hole with the spindle stationary. The cutting edge does not touch the wall of the bore.
Move back
Position the tool spindle back in the center of the hole.
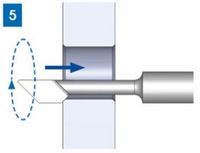
Deburring
Switch on the spindle and move back at a slow feed rate (F = 80). After reaching the desired bevel size, stop the spindle and work through steps 2 - 4 in reverse order.
Scope of delivery


Range of cutting edges

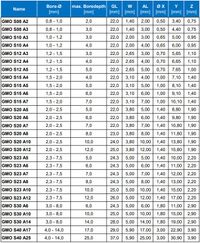
Cutting edge selection
The cutting edges listed above are available in the following variants:

Nothing suitable? - Special cutting on request
Simulation
Find the right tool / cutting edge combination in just a few steps:
Downloads
 | Flyer GMO deburring tool GMO-deburring_tool.pdf (481.42KB) |
| GMO-deburring_tool.pdf (481.42KB) |
| Manual GMO deburring tool Manual GMO deburring tool.pdf (710.67KB) |
| Manual GMO deburring tool.pdf (710.67KB) |
You can find application notes and examples here.